![]()

- Главная
- Статьи
Статьи
ADEM-VX – новая функциональность модуля CAM.
19 октября 2009 г.
Автор: Андрей Аввакумов
Для того чтобы воспользоваться учетом заготовки при расчете траектории движения инструмента, пользователю необходимо помимо объемной модели детали так же построить модель заготовки, либо ее часть, которой будут ограничиваться перемещения на рабочей подаче и включить контроль этих поверхностей (см. рисунок 1).
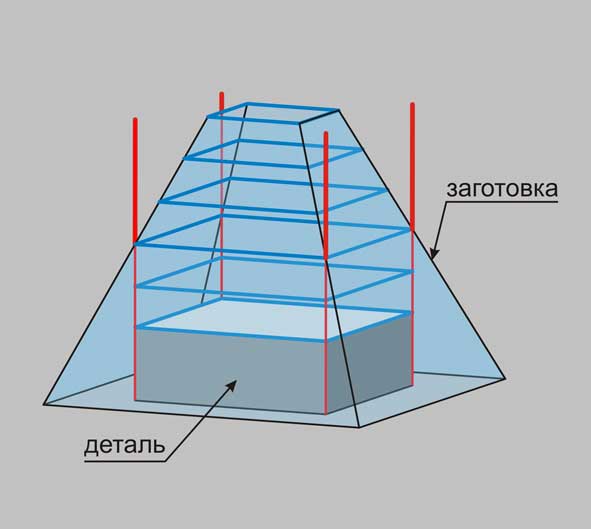 При этом система сама сопоставит взаимное расположение детали и заготовки, параметры обработки (диаметр инструмента, глубину прохода и т.п.) и построит траекторию движения инструмента таким образом, чтобы минимизировать перемещения инструмента на рабочей подаче вне тела заготовки.
При этом система сама сопоставит взаимное расположение детали и заготовки, параметры обработки (диаметр инструмента, глубину прохода и т.п.) и построит траекторию движения инструмента таким образом, чтобы минимизировать перемещения инструмента на рабочей подаче вне тела заготовки.Таким образом, во многих случаях отпадает надобность строить дополнительные контура для определения места обработки, что порой бывает весьма трудоемким процессом, особенно с учетом сложных конфигураций обрабатываемых контуров.
Для конструктивных элементов, используемых в многокоординатной обработке, места обработки которых так же определяются разомкнутыми контурами, появилась возможность задания схемы обработки «Петля контурная II от центра». Фактически
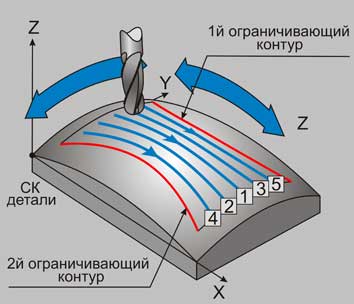 этот тип обработки представляет собой первый проход посередине между контурами (так называемая «разгрузка»), и затем поочередная обработка в направлении каждого из контуров, с построением эквидистанты к нему (рис. 2). Такая схема обработки обещает стать весьма востребованной пользователями в силу того, что она может использоваться на переходах не только плоского, но и многокоординатного фрезерования. Но о новых схемах в многокоординатной обработке чуть позже.
этот тип обработки представляет собой первый проход посередине между контурами (так называемая «разгрузка»), и затем поочередная обработка в направлении каждого из контуров, с построением эквидистанты к нему (рис. 2). Такая схема обработки обещает стать весьма востребованной пользователями в силу того, что она может использоваться на переходах не только плоского, но и многокоординатного фрезерования. Но о новых схемах в многокоординатной обработке чуть позже.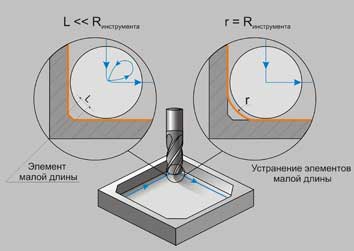 участках контура малой длины может вырождаться и в траектории движения инструмента появляются непонятные оператору «петли». В системе ADEM версии 8.3 реализован механизм замещения линейных перемещений вдоль элементов контура малой длины перемещениями по радиусу, равному радиусу инструмента, что позволяет избежать нежелательных изломов траектории, подобных изображенным на рисунке 3.
участках контура малой длины может вырождаться и в траектории движения инструмента появляются непонятные оператору «петли». В системе ADEM версии 8.3 реализован механизм замещения линейных перемещений вдоль элементов контура малой длины перемещениями по радиусу, равному радиусу инструмента, что позволяет избежать нежелательных изломов траектории, подобных изображенным на рисунке 3. Технологи машиностроительных предприятий, имеющих в своем арсенале современную надежную САМ систему, могут позволить себе без особых усилий создавать управляющие программы для многокоординатного оборудования, в том числе и для черновой обработки. И здесь модуль ADEM CAM версии 8.3 сделал еще один шаг навстречу технологам - теперь технолог может задавать многопроходную о
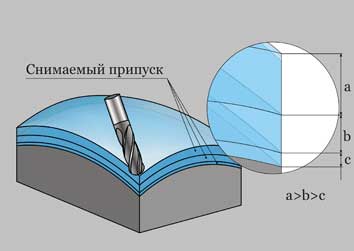 бработку поверхностей по Z не только для 2,5х и 3-х координатного фрезерования. Помимо этой возможности реализована многопроходная обработка с уменьшением припуска для переходов 4-х и 5-ти координатного фрезерования (рис.4).
бработку поверхностей по Z не только для 2,5х и 3-х координатного фрезерования. Помимо этой возможности реализована многопроходная обработка с уменьшением припуска для переходов 4-х и 5-ти координатного фрезерования (рис.4).Надеемся, что в следующих номерах мы расскажем об остальных нововведениях в ADEM версии 8.3 во всех модулях системы.
Новости

- «СКАТ» получил заключения аттестационной комиссии ПАО «Россети» на кабельную арматуру 110 кВ и 330-500 кВ
-
30 апреля 2026г.
Компания «СКАТ» получила два заключения аттестационной комиссии ПАО «Россети»: на высоковольтную кабельную арматуру 110 кВ и 330-500 кВ. Аттестация проведена по итогам комплекса типовых и ресурсных испытаний, а также проверки производства и системы качества.
- «Северсталь Сеть» и «Северсталь Стальные решения» завершили комплексную поставку в Республику Беларусь
-
18 февраля 2026г.
 18 февраля 2026 г., Республика Беларусь — «Северсталь Сеть» совместно с ГК «Северсталь Стальные Решения» завершила комплексную поставку металлоконструкций для расширения производственных площадей одного из крупнейших в Республике Беларусь предприятий по производству мяса птицы на промышленной основе.
18 февраля 2026 г., Республика Беларусь — «Северсталь Сеть» совместно с ГК «Северсталь Стальные Решения» завершила комплексную поставку металлоконструкций для расширения производственных площадей одного из крупнейших в Республике Беларусь предприятий по производству мяса птицы на промышленной основе.
- InRussia-2025: итоги крупнейшего промышленного форума года
-
15 октября 2025г.
С 9 по 10 октября в Минеральных Водах прошел Международный форум-выставка InRussia-2025 — одно из ключевых событий года в сфере промышленности и инноваций России. Мероприятие состоялось на площадке МинводыЭКСПО и объединило представителей федеральных и региональных органов власти, бизнеса, научного и образовательного сообществ.


Объявления 
-
12.04.2026г.800600-1 клапан зарядный800600-1 клапан зарядный в наличии Рабочее давление - 22 МПа Рабочая среда - воздух, азот, масло АМГ-10. Масса - 0,07 кг Купить клапан зарядник 800600-1 в Москве. ...
-
08.04.2026г.Щетка для КДМ КамаЗЩетка для КДМ КамаЗ Курган Автодор 45 ...
-
30.03.2026г.Модульные конструкции для автомобилейМодульные конструкции для автомобилей сервисных служб и мобильных лабораторий для хранения инструментов и оборудования. Предлагаем: - модульные системы шкафов и стеллажей для автофургонов; - верстаки, тумбы, полки, рамы, стенки, столешницы; - элементы крепления груза, ...
© Журнал "Промышленные регионы России", 2012
Web-canape — создание и продвижение сайтов
Главная | Карта сайта | Обратная связь
197342, г. Санкт-Петербург, Ул. Лисичанская, д. 6, лит.А, пом 612 Тел.: +7 (812) 951 7063
e-mail: info@promreg.ru