![]()

- Главная
- Статьи
Статьи
Изготовление деталей из труднообрабатываемых материалов.
13 октября 2017 г.
Автор: Казаков А.А., Конюхов А.В.
Несомненно, что в зависимости от физических и механических свойств материалов деталей в процессе обработки требуется выдерживать определенные условия, влияющие прежде всего на стойкость инструмента. В то же время, возникает постоянное желание как можно сильнее сократить время обработки. В первую очередь это относится к обработке труднообрабатываемых материалов таких, как титановые сплавы, жаропрочные и высокопрочные нержавеющие стали специального назначения (группы ВНС, ЭП).
Особенностью таких материалов являются их специфические свойства:
• Низкая теплопроводность;
• Высокая вязкость;
• Высокая удельная прочность при невысокой твердости;
Низкая теплопроводность может приводить к сильному перегреву режущих кромок и корпуса фрезы, так как ни заготовка, ни стружка не обеспечивают достаточный отвод тепла. Кроме того, в силу высокой вязкости, стружка может налипать на режущую кромку, что в свою очередь приводит к повторному перерезанию ранее отделившейся стружки и выкрашиванию режущей кромки по задней поверхности.
Поэтому по возможности, следует подавать СОЖ через инструмент под высоким давлением (до 100 бар) возле каждого гнезда пластины. Внешняя подача СОЖ недопустима, так как она приводит к разрушению режущих кромок вследствие теплового удара.
Также при обработке этих материалов часто возникает «наклепная адгезия», т. е. диффузионная сварка маленьких кусочков обрабатываемого материала с передней поверхностью режущей кромки. Эти кусочки отрываются вместе с материалом инструмента. Обязательным условием борьбы с этим видом преждевременного износа является острая режущая кромка, передний угол которой должен быть положительным – 5…7 градусов. Методом борьбы с «наклепной адгезией» является увеличение скорости резания. Из вышесказанного ясно, что для уменьшения нагрева инструмента ее надо снижать, а для устранения адгезии увеличивать. Таким образом правильность назначения режимов резания имеет большое значение.
Диапазон оптимальных режимов резания данных материалов очень узкий, так что процентное управление подачей, реализованное в большинстве CAM-систем, не позволяет оптимизировать ее на всей траектории.
Высокая вязкость и удельная прочность таких материалов способствуют образованию наклепа на границе снимаемого слоя, а это приводит к возникновению износа режущей кромки типа «проточина». Из-за нее при работоспособной кромке происходит лавинное разрушение инструмента от «проточины» к торцу.
Единственный способ увеличить стойкость фрезы - это уменьшение ширины фрезерования при достижении критической величины «проточины», что выводит ее из зоны обработки (см. рисунок 1). В тех случаях, когда приходится применять традиционную послойную обработку, ADEM позволяет уменьшить ширину фрезерования при достижении критической величины «проточины» на необходимую величину (0,4-0,6мм) через определенное число проходов, или время жизни пластины.
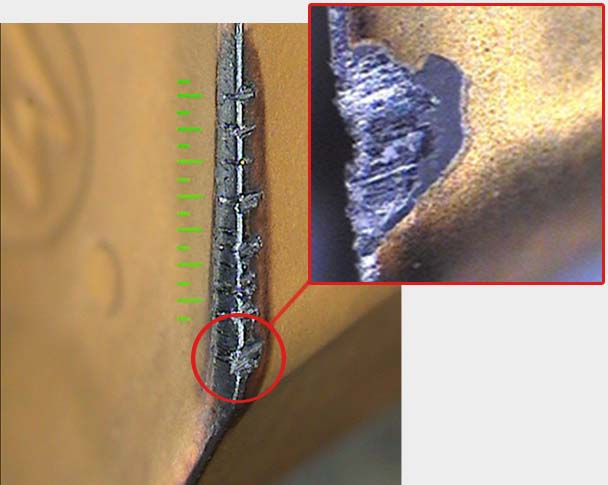
Рис 1. Образование «проточины» на режущей пластине
Другой вариант – переходить от послойной обработки к более прогрессивным высокоскоростным методам. И сегодня мы предлагаем поговорить именно об эффективности черновой фрезерной обработки, как наиболее емкой по времени и объему снимаемого материала. Решив проблему на данном этапе, мы можем говорить о существенном сокращении времени изготовления детали в целом.
Итак, черновая обработка. Цель – максимальная скорость удаления материала. Решение??? Оно зависит от нескольких основных факторов:
• Обрабатываемый материал;
• Применяемый инструмент;
• Жесткость крепления заготовки.
Некоторые специфические особенности работы с материалом мы уже рассмотрели выше, но есть и общие моменты. Все высокоскоростные методы обработки, как правило, работают с небольшим снимаемым припуском, а гладкость траектории обеспечивают использованием дуговых перемещений. При этом радиус дуг меняется от перемещения к перемещению, а следовательно, необходимо изменять минутную подачу для обеспечения толщины стружки (не путать с подачей на зуб) в заданном диапазоне, с учетом разной скорости перемещения по траектории оси и периферии инструмента при малой кривизне траектории. Такие критерии, как площадь снимаемого металла и снимаемый одним зубом объём не позволяют оптимизировать режимы резания и являются ошибочными.
Таким образом, если не предпринимать дополнительных усилий, инструмент будет трудиться в некомфортных условиях, значительно сокращая время своей «возможной» жизни. Чтобы избежать этого, система ADEM на всех видах фрезерной обработки обеспечивает автоматический пересчет минутной подачи.
Последняя рассчитывается именно исходя из условия постоянства толщины стружки, которую снимает каждый зуб.
Теперь обратимся к инструменту, вернее его типу, точнее, длине его режущей части. В зависимости от этого и рассмотрим применение определенных схем обработки. Вариант номер один – традиционные корпусные концевые фрезы. Их режущая часть определяется высотой пластины и достаточно часто они имеют ограничения по максимальному углу врезания, ввиду отсутствия режущих кромок в центре. Для такого вида фрез ADEM предлагает два варианта фрезерования – плунжерное и винтовое.
Плунжерное фрезерование – инструмент в металле движется только в осевом направлении. Перемещаясь по определенной траектории, фреза как бы «высверливает» металл (см. рисунок 2). В конце каждого вертикального движения инструмент можно отвести от металла и выполнить подвод к следующей точке вне детали или обеспечить классическую сверлильную схему – «как пришел, так и ушел». Для обработки глубоких внутренних областей в тяжело обрабатываемых материалах реализована многопроходная схема (аналог глубокого сверления). При обработке закрытых областей выполняется спиральное врезание, с учетом параметров инструмента, в одной или нескольких автоматически определяемых точках. Реализованы 9 вариантов выборки – от традиционного зигзага до спирали с автоматическим контролем бокового смещения (в плане) и различные варианты отвода инструмента.

Рис 2. 4-х координатное плунжерное фрезерование моноколеса (титан).
Практика показала, что данный вид обработки с успехом работает даже на обычных концевых фрезах, сокращая общее время выборки как минимум в 2 раза по сравнению с традиционной технологией. Еще одним позитивным моментом этого вида обработки является очень низкий уровень вибрации, что позволяет использовать его при отрезке готовой детали или обработке слабо-закрепленных фрагментов (см. выноски на рисунке 3. – площадь оставшихся кусочков 0,5 кв. мм).

Рис 3. Отрезка «слабо-закрепленной» детали методом плунжерного фрезерования. Площадь каждого из двух столбиков 0,13мм2.
Следующим видом обработки, использующим инструмент с небольшой режущей частью, является винтовое фрезерование. Его суть заключается в том, что инструмент спирально врезается на всю глубину вдоль контура каждой эквидистанты (см. рисунок 4). При этом шаг спирали автоматически выбирается таким, чтобы избежать касания нерабочих элементов корпуса фрезы и обрабатываемого материала. Использование этого метода обработки позволяет достигать очень высоких результатов: при обработке алюминиевых сплавов скорость удаления материала составляет около 160 кг/час (пиковая до 300 кг/час), а при обработке высокопрочной нержавеющий стали – до 18. Также значительно снижается вибрация, что позволяет производить обработку тонкостенных деталей при консольном закреплении до 500мм. Значительно снижается время обработки, особенно глубоких колодцев.
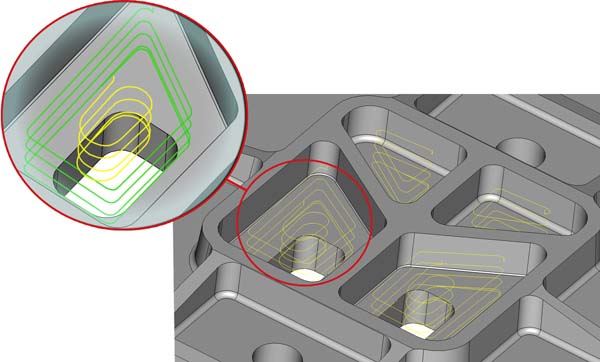
Рисунок 4. Винтовая выборка.
Совершенно другая ситуация возникает в том случае, когда в нашем распоряжении есть инструмент, способный работать на достаточно большую глубину (до 40-50 мм). Его применение позволяет выполнить обработку за однин проход, но и стратегия обработки должна быть соответствующей. В системе ADEM мы называем ее оптимизированной спиралью, хотя очень часто можно встретить термин «iMachining» - сейчас вообще очень модно добавлять i ко многим названиям.
В чем же смысл этой стратегии? Во-первых, это постоянство снимаемого припуска, во-вторых, максимально возможное исключение резких перегибов траектории. Следовательно, при расчете сначала выделяется максимально гладкая область, вписанная в обрабатываемый колодец или уступ, металл в которой удаляется за счет спиральных движений. При этом для замкнутых элементов сначала выполняется спиральное врезание на всю глубину обрабатываемого элемента и далее делается его окончательная разгрузка. После удаления материала в основной области производится его автоматический подбор в оставшихся необработанных зонах с применением спиральной траектории (см. Рисунок 5). В случае обнаружения закрытых зон (узких перешейков или островов), во избежание работы в полный диаметр, производится автоматическое включение трохоидального режима, а после выхода на открытое пространство – обратное переключение на спиральный режим.
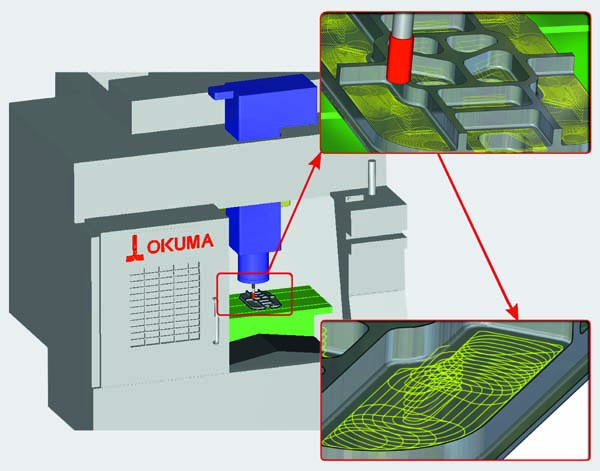
Рисунок 5. Оптимизированная спираль.
При применении этой схемы обработки следует обратить особое внимание на эффективность удаления стружки из зоны резания.
Итак, именно учет особенностей данных материалов, конструкции инструмента и использование современных методов обработки является залогом успеха. Что не раз было подтверждено наши пользователями, работающими в авиационной, атомной и др. отраслях промышленности.
Новости

- «СКАТ» получил заключения аттестационной комиссии ПАО «Россети» на кабельную арматуру 110 кВ и 330-500 кВ
-
30 апреля 2026г.
Компания «СКАТ» получила два заключения аттестационной комиссии ПАО «Россети»: на высоковольтную кабельную арматуру 110 кВ и 330-500 кВ. Аттестация проведена по итогам комплекса типовых и ресурсных испытаний, а также проверки производства и системы качества.
- «Северсталь Сеть» и «Северсталь Стальные решения» завершили комплексную поставку в Республику Беларусь
-
18 февраля 2026г.
 18 февраля 2026 г., Республика Беларусь — «Северсталь Сеть» совместно с ГК «Северсталь Стальные Решения» завершила комплексную поставку металлоконструкций для расширения производственных площадей одного из крупнейших в Республике Беларусь предприятий по производству мяса птицы на промышленной основе.
18 февраля 2026 г., Республика Беларусь — «Северсталь Сеть» совместно с ГК «Северсталь Стальные Решения» завершила комплексную поставку металлоконструкций для расширения производственных площадей одного из крупнейших в Республике Беларусь предприятий по производству мяса птицы на промышленной основе.
- InRussia-2025: итоги крупнейшего промышленного форума года
-
15 октября 2025г.
С 9 по 10 октября в Минеральных Водах прошел Международный форум-выставка InRussia-2025 — одно из ключевых событий года в сфере промышленности и инноваций России. Мероприятие состоялось на площадке МинводыЭКСПО и объединило представителей федеральных и региональных органов власти, бизнеса, научного и образовательного сообществ.


Объявления 
-
12.04.2026г.800600-1 клапан зарядный800600-1 клапан зарядный в наличии Рабочее давление - 22 МПа Рабочая среда - воздух, азот, масло АМГ-10. Масса - 0,07 кг Купить клапан зарядник 800600-1 в Москве. ...
-
08.04.2026г.Щетка для КДМ КамаЗЩетка для КДМ КамаЗ Курган Автодор 45 ...
-
30.03.2026г.Модульные конструкции для автомобилейМодульные конструкции для автомобилей сервисных служб и мобильных лабораторий для хранения инструментов и оборудования. Предлагаем: - модульные системы шкафов и стеллажей для автофургонов; - верстаки, тумбы, полки, рамы, стенки, столешницы; - элементы крепления груза, ...
© Журнал "Промышленные регионы России", 2012
Web-canape — создание и продвижение сайтов
Главная | Карта сайта | Обратная связь
197342, г. Санкт-Петербург, Ул. Лисичанская, д. 6, лит.А, пом 612 Тел.: +7 (812) 951 7063
e-mail: info@promreg.ru