![]()

- Главная
- Статьи
Статьи
Примеры решений программирования оборудования с ЧПУ в системе ADEM-VX.
03 сентября 2008 г.
Автор: А. Быков
Пример первый - "начертил - изготовил"
В ряде случаев для получения полноценной УП на мехобработку в системе ADEM-VX достаточно плоской модели, которая содержит только плоские элементы и является, по сути, конструкторским чертежом.
Представленная на рисунке корпусная деталь обрабатывается с одной стороны, имеет карманы, отверстия, уступы, пазы, плоскости, стенки. Вся обработка идет в горизонтальных плоскостях на нескольких уровнях по координате Z.
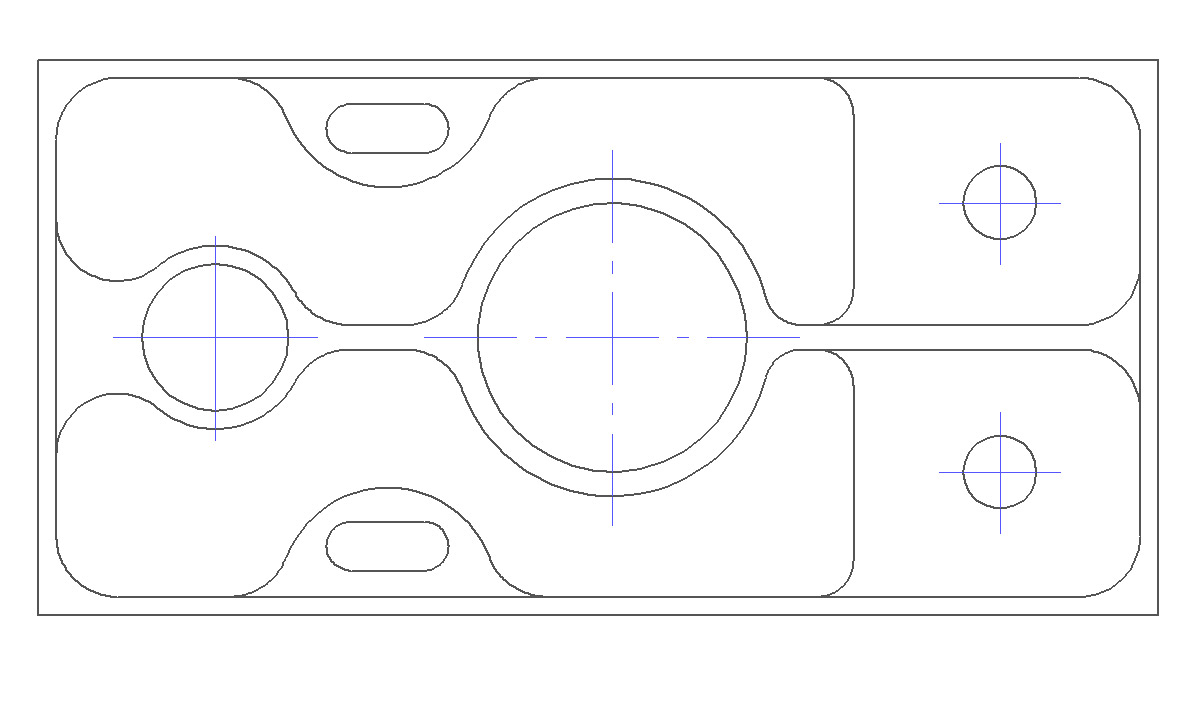
Рис. Корпусная деталь, заданная плоской проекцией
Маршрут обработки представляется в ADEM-VX набором технологических переходов, объединенных в общую программную операцию, которая обеспечивает формирование управляющей программы. Количество операций в техпроцессе не ограничено.
Каждый технологический переход содержит параметры, влияющие на технологию обработки, например: режимы резания, способ врезания, тип стратегии обработки, и конструктивный элемент (КЭ) - элемент детали, обрабатываемый в текущем технологическом переходе. Для того, чтобы задать КЭ, достаточно выбрать его тип (стенка, колодец и т.д.) и указать соответствующие геометрические элементы.
Последовательно определяя набор технологических переходов, формируем маршрут обработки. После расчета траектории движения инструмента и моделирования процесса обработки получаем УП на конкретное оборудование и, как результат, готовую деталь (см. рис.)
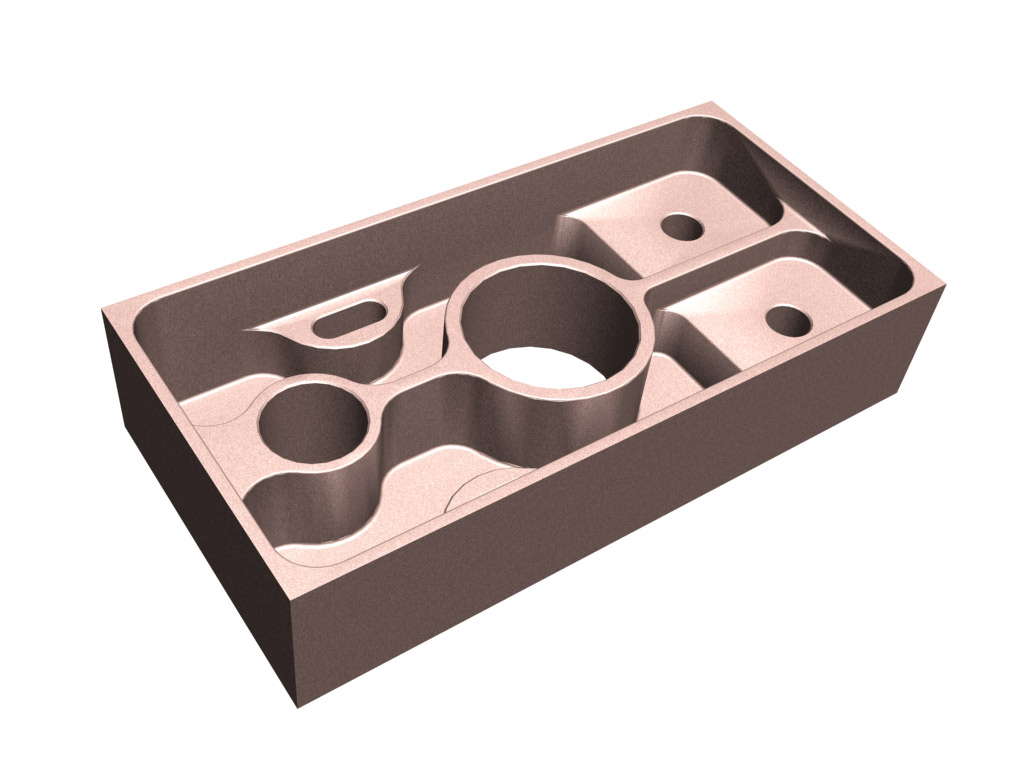 Рис. Результат обработки по плоской модели
Рис. Результат обработки по плоской модели
Пример второй - "объемное представление - универсальное исполнение"
Если имеется 3D-модель, задание данных для механообработки упрощается. В качестве конструктивных элементов можно указывать поверхности и/или ограничивающие контуры. Все указанные элементы будут автоматически учтены при формировании траектории движения инструмента. В процессе расчета осуществляется полный контроль на коллизии, а также имеется возможность использования альтернативной схемы врезания в проблемных местах.
В ADEM-VX реализованы различные стратегии снятия материала. Это может быть обработка по схеме «Зигзаг» или «Петля», обработка в направлении UV-линий поверхности, контурные схемы обработки, обеспечивающие плавный переход с одной образующей на другую.
Если станок в состоянии обеспечить 3D-коррекцию, ADEM сформирует все необходимые данные для ее выполнения. Обеспечивая постоянство режимов резания, система предоставляет различные варианты подхода/отхода к обрабатываемой поверхности.
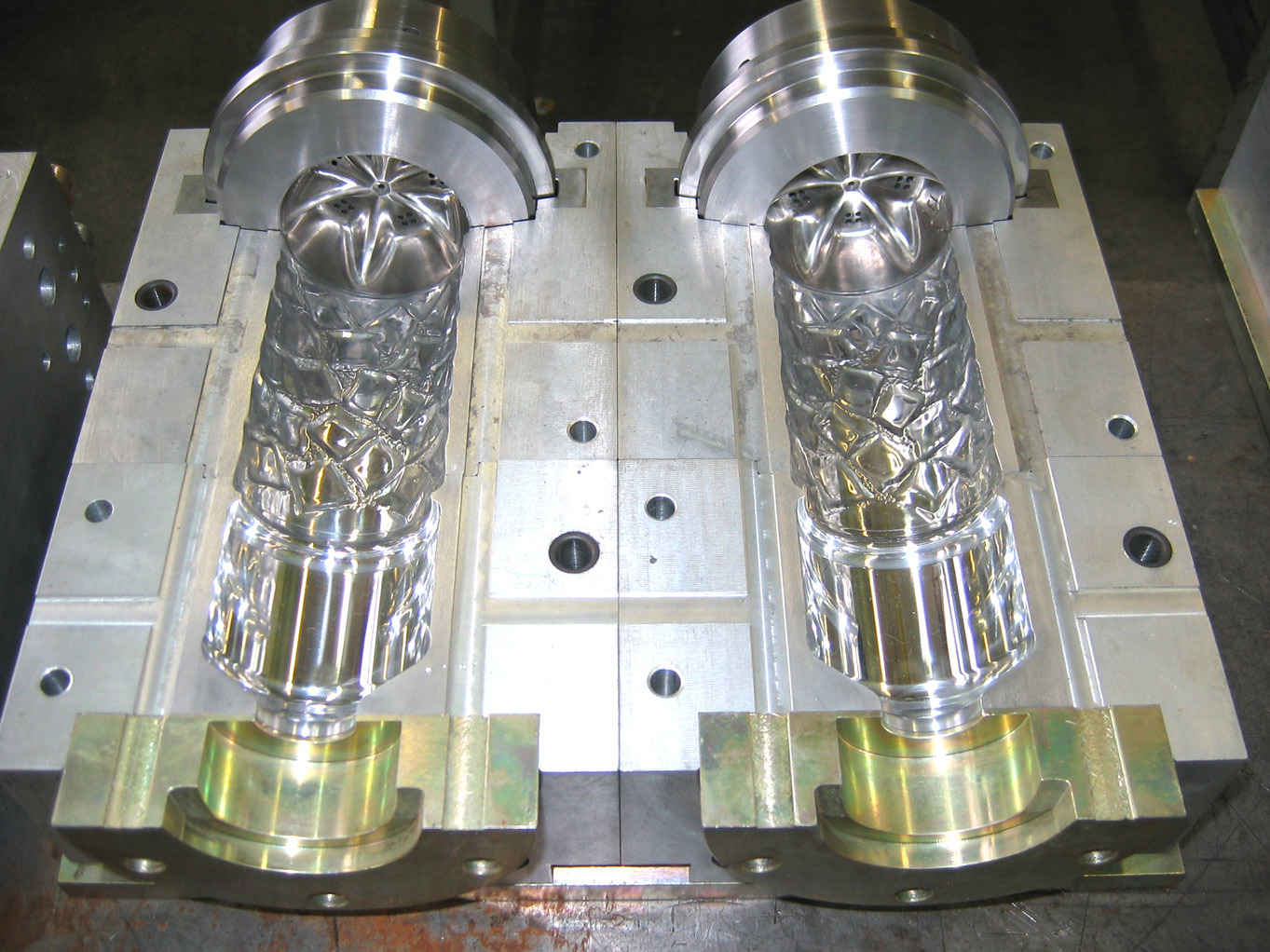 Рис. Результат трехкоординатной обработки матрицы пресcформы в ADEM-VX.
Рис. Результат трехкоординатной обработки матрицы пресcформы в ADEM-VX.
Совершенствование металлорежущего оборудования и возможности систем ЧПУ обеспечили возможность представления траектории инструментов не только в виде набора линейных перемещений, но и различными типами кривых (объемные дуги, кубические полиномы, NURBS-сплайны). Все эти виды интерполяций ADEM-VX поддерживает в полном объеме.
Пример третий - "плоское для неплоского"
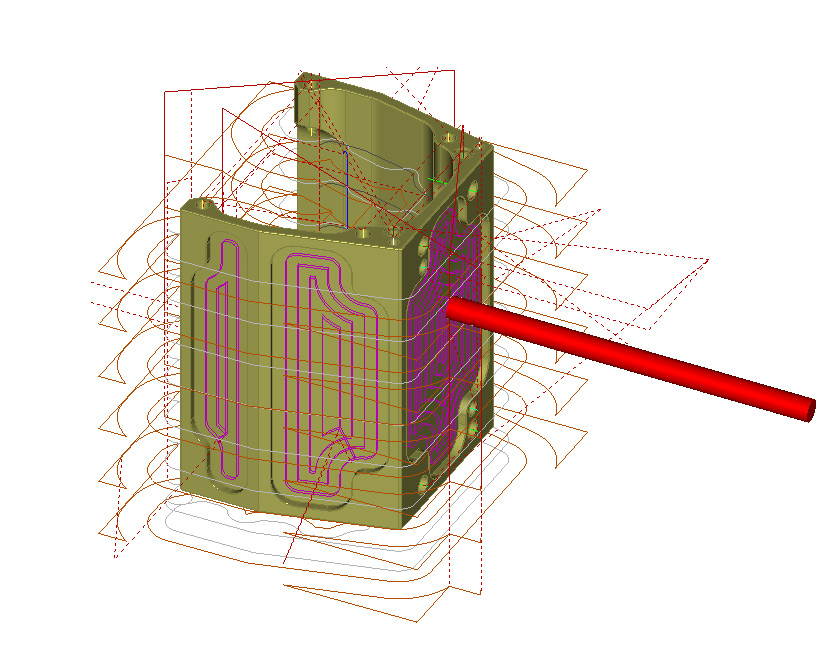
Есть случаи, когда для объемной обработки не обязательно использовать три и выше координаты. Не правда ли, очень заманчиво на недорогом 2.5-координатном оборудовании выполнять обработку сложных формообразующих поверхностей, используя послойное снятие материала.
Данный метод позволяет выполнить черновую обработку, максимально приблизив полученную поверхность к требуемой. ADEM-VX позволяет регулировать качество получаемой поверхности за счет управления глубиной прохода и величиной оставляемого «гребешка».
Наличие теневых зон не является препятствием, поскольку возможно использование грибковых, дисковых и фасонных фрез. Послойное фрезерование с успехом может быть применено и для чистовой обработки поверхностей. Существует опыт пользователей, которые применяли данный вид обработки, задавали глубину прохода 0.01 мм и получали поверхности, не нуждающиеся в дальнейшей ручной доработке.
Таким образом, мы рассмотрели три метода задания конструкторско-технологических моделей в ADEM связанных с различными эффективными типами и схемами обработки.
Пример четвертый- "разносторонний взгляд"
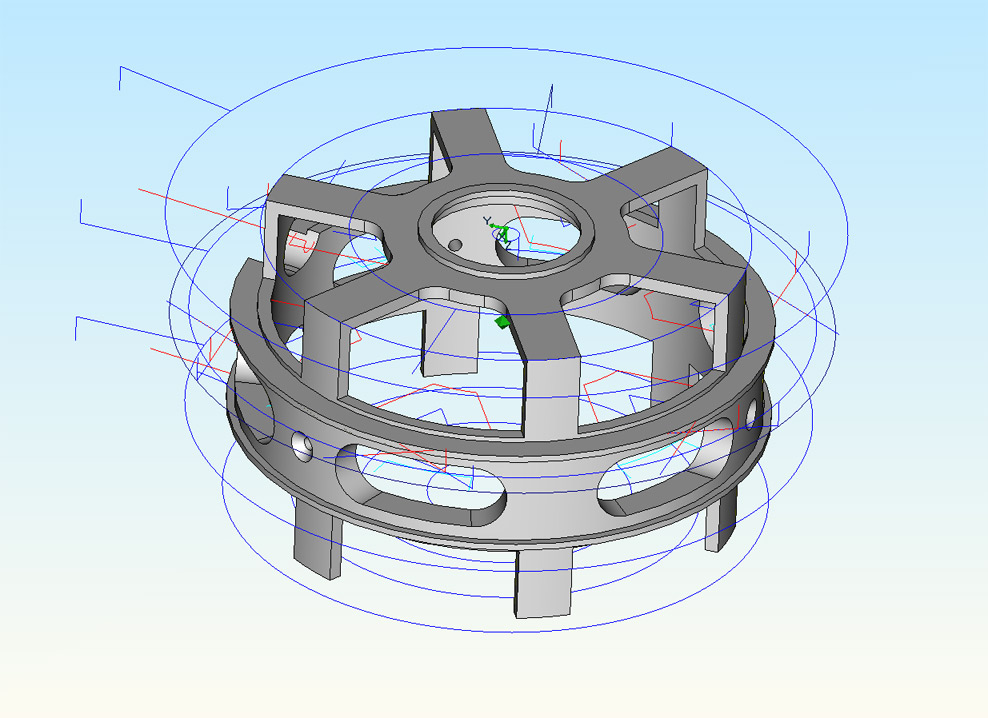
Наибольшего эффекта при обработке корпусных деталей можно достигнуть, применяя многофункциональные обрабатывающие центры. В системе ADEM-VX данный класс деталей обрабатывается за счет методов многопозиционной обработки.
Первое поколение обрабатывающих центров требовало задания ноля детали для каждой обрабатываемой стороны. Для их поддержки в систему ADEM-VX было введено понятие «зоны», описывающее расположение в пространстве обрабатываемых элементов, способы поворота рабочих органов станка и других технологических параметров.
Все необходимые команды на установку рабочей зоны формируются автоматически. Если в качестве источника геометрической информации используется трехмерная модель, то необходимость задания зонной обработки отпадает. Команды на разворот инструмента или детали определяются положением мест обработки с учетом кинематической схемы станка. Возможности системы ADEM-VX поддерживают совмещение многопозиционной и объемной обработки, более известное как обработка «3+2».
 Зонная обработка
Зонная обработка
Пример пятый - " когда и трех мало "
Сегодня многие пользователи, модернизируя свой станочный парк, стремятся приобретать современное оборудование, позволяющее позиционировать инструмент или деталь по 4-5 координатам. Применение таких станков позволяет минимизировать количество установов и переналадок и, как следствие, повысить качество и точность обработки.
 Многопозиционная 5Х обработка
Многопозиционная 5Х обработка
Помимо традиционных способов задания такой обработки, когда инструмент движется по нормали к поверхности, ADEM-VX позволяет задавать углы отклонения и опережения, исключающие нулевую скорость резания при движении инструмента.
Для обработки малкованных поверхностей, широко распространенных в авиационной и аэрокосмической промышленности, в системе имеется возможность обработки данного класса деталей боковой частью фрезы. Тогда сама поверхность определяет ориентацию инструмента в пространстве.
В то же время, для более гибкого управления положением оси инструмента, модуль пятикоординатной обработки системы ADEM-VX позволяет задавать объемную кривую, по которой происходит перемещение оси, и имеется возможность ручной корректировки угла наклона инструмента на участках траектории.
Пример шестой
- " плавные движения - высокие скорости "
Все большую популярность приобретают методы скоростного фрезерования. Появление станков подобного класса накладывает на CAD/CAM-системы повышенные требования к виду формируемых траекторий и созданию новых способов обработки.
Функции высокоскоростного фрезерования ADEM-VX обеспечивают генерацию гладких кривых, исключающих резкие смены направления движения (изломы), с сохранением постоянной скорости резания. В тех случаях, когда невозможно избежать обработки на полный диаметр инструмента, в системе ADEM-VX предусмотрен переход к специальным видам траекторий - трохоидам и эпициклоидам.
Пример седьмой - "геометрия плюс физика"
(предоставлен начальником конструкторско-технологического бюро ООО "АБМ" А.Г. Конюховым)
Рассмотрим лишь один пример, который показывает, как в математические алгоритмы вмешивается физика.
Так как все рабочие органы станка имеют значительную массу и, как следствие, инерционность, то для исключения излишних нагрузок на приводы и обеспечения срока службы, в системах ЧПУ закладываются параметры разгона и торможения при изменении направления движения.
Если при автоматизированном расчете траектории движения инструмента в CAM системе мы будем учитывать только геометрию детали, инструмента и технологические параметры, то может произойти следующая ситуация.
В тех местах, где расчетная длина перемещения инструмента меньше, чем необходимая дистанция торможения, система управления станком не обеспечит сброс подачи. При этом инструмент отклонится от заданной траектории и на обрабатываемой детали появится дефект в виде подреза.
Подрезы при высокоскоростной обработке - дефекты, которые ADEM-VX позволяет избежать
К сожалению, ни одна система контроля управляющих программ не производит проверку на соблюдение динамических требований станка, поэтому CAD/САМ система (в которой производится расчет управляющих программ) должна обеспечивать все требуемые коррекции подач по этим параметрам.
Учитывая динамические характеристики станка, ADEM-VX позволяет корректно формировать участки разгона и торможения при движении вдоль обрабатываемого контура
Следует заметить, что во многом своевременная и грамотная реализация новейших технологий и методов фрезерной, токарной, лазерной и других видов механообработки стала возможна только благодаря тесному сотрудничеству разработчиков ADEM-VX с лидерами зарубежного станкостроения.
Эта международная кооперация привела к тому, что ряд западных производителей рекомендуют отечественную систему ADEM-VX в качестве базового программного обеспечения к своему новейшему оборудованию.

Новости

- В масштабе: выставка «Уголь России и Майнинг -2024» расширяет экспозицию
-
23 апреля 2024г.
С 4 по 7 июня 2024 года в Новокузнецке пройдет XXXII Международная специализированная выставка технологий горных разработок «Уголь России и Майнинг». Мероприятие состоится на площадке выставочного комплекса «Кузбасская ярмарка».
- Якутия увеличила добычу золота на 20%
-
23 апреля 2024г.
Золотодобывающие компании Якутии за январь-март этого года увеличили добычу золота на 20%, тем самым объем извлечения благородного металла из недр достиг 9,5 тонн.
- В 1 кв. 2024 «Русский Уголь» на 20% увеличил добычу бурого угля в Красноярском крае
-
12 апреля 2024г.
В январе – марте 2024 года компания «Русский Уголь» на 20%, или 200 тыс. тонн, увеличила объем добычи бурого энергетического угля на расположенном в Красноярском крае разрезе Переясловский.





Объявления 
-
24.03.2024г.Покупаю кабельно-проводниковую продукцию с храненияПокупаю кабельно-проводниковую продукцию с хранения и новую: целые барабаны, бухты, неликвиды, остатки на барабанах, невостребованный, ТМЦ. Крупный опт. Оплата: наличный и б/н расчет. Наш вывоз из любого региона России ...
-
21.03.2024г.Продажа нихромовых спиралей с доставкой в любой регион РоссииНаши специалисты произведут электрические спирали из нихромовой проволоки марок Х20Н80, Х15Н60 в соответствии с вашим заказом. Предлагаем онлайн-заказ нихромовой спирали. Сделаем расчет мощности, сопротивления и длины спирали для вашего термического ...
-
21.03.2024г.Наша фирма предлагает вам купить ПАНЧ-11 от 1 кг с быстрой доставкой по России.Мы реализуем сварочную проволоку ПАНЧ-11 в розницу через наш онлайн-магазин. Проволока ПАНЧ-11 позволяет сваривать чугун без предварительного нагрева, даже в походных условиях. Доставка осуществляется различными транспортными компаниями по России, с ...
© Журнал "Промышленные регионы России", 2012
Web-canape — создание и продвижение сайтов
Главная | Карта сайта | Обратная связь
197342, г. Санкт-Петербург, Ул. Лисичанская, д. 6, лит.А, пом 612 Тел.: +7 (812) 951 7063
e-mail: info@promreg.ru