![]()

- Главная
- Статьи
Статьи
Шесть важных задач для производителей металлорежущего инструмента в Германии
04 октября 2019 г.
Отрасль установила очередной рекорд: в 2018 году немецкие производители инструмента показали объем продаж в 11,5 миллиардов евро, что на 8 процентов больше, чем в 2017 году. Несмотря на растущую политическую неопределенность во всем мире, в производстве металлорежущего инструмента предполагается сохранение тенденции роста во второй половине 2019 года. В этой статье мы расскажем какие факторы определяют этот рост и какие задачи стоят перед немецкими производителями сегодня.
1. ПОЛИТИЧЕСКАЯ НЕСТАБИЛЬНОСТЬ
Немецкий металлорежущий инструмент пользуется большим спросом во всем мире, и доля экспорта этого продукта составляет более 45%. Крупнейшими экспортными рынками являются США, Китай и Россия. Однако нестабильные экономические отношения между США и Китаем, санкции против Ирана и России, а также предстоящий Brexit омрачают экономические ожидания производителей недоброжелательными прогнозами.

«В прошлом году политическая обстановка в мире не улучшились», - говорит Лотар Хорн, председатель VDMA Präzisionswerkzeuge и управляющий директор Paul Horn GmbH. «Однако наши экономические ожидания на 2019 год по-прежнему оптимистичны».
Неопределенность наблюдается также в машиностроительной отрасли, экспортная квота которой составляет почти 80%. Например, производство автомобилей в Германии в 2018 году сократилось на 9%, а мировое производство осталось на прошлогоднем уровне. В 2019 году в мировом автомобилестроении ожидается небольшой прирост, который составит не более одного процента.
Но предпринимателей волнует не только международная ситуация. Положение экономики в Германии также требует срочных действий со стороны политиков.
В качестве примера Лотар Хорн упоминает о применении руководящих принципов DSGVO (Общий регламент о защите персональных данных), для внедрения которых в его компании потребовалось более 1500 рабочих часов. Кроме того, Директива ЕС о трудоустройстве также требует оформления большого количества документов при приеме на работу сотрудников. Налоги и сборы являются дополнительным бременем для компаний, особенно в семейном бизнесе. «Налог на наследство часто не дает компаниям возможность планирования преемственности без заемных средств», - говорит Лотар Хорн.

2. ЭЛЕКТРОМОБИЛЬНОСТЬ
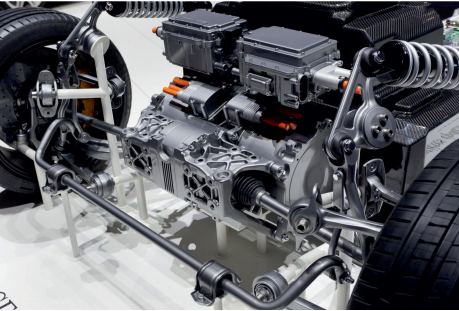
Современный тренд электромобильности напрямую касается производителей металлорежущего инструмента. Для изготовления гибридных приводов, используемых в автомобильной промышленности, требуются новые концепции инструмента. Однако компоненты, изготавливаемые для электромобилей с аккумуляторным питанием, требуют меньше режущих инструментов в производстве. Эта тенденция меняет уклад, привычный для производителей металлорежущего инструмента. VDMA ведет аналитическую работу, направленную на исследование этих изменений. В 2019 году Ассоциация планирует опубликовать результаты своих исследований под названием "Antrieb im Wandel" ("Эволюция движения"), в них будут освещаться технологии и принципы мобильности будущего.
Кроме того, производителей электромобилей на аккумуляторных батареях и производителей режущего инструмента, как это ни странно, можно назвать конкурентами. Дело в том, что и те и другие используют в производстве одно и тоже сырье. «Аккумуляторы электромобилей, как и большинство нашего инструмента, производятся из кобальта», - объясняет Лотар Хорн, - Аналитики прогнозируют увеличение спроса на кобальт в течение следующих нескольких лет, и это может стать серьезной проблемой для производителей инструмента. Будет крайне важно, если горнодобывающая промышленность сможет удовлетворить этот высокий спрос, открыв новые проекты и расширив существующие мощности», - продолжает Лотар Хорн. «Ожидаемый спрос на кобальт уже стал причиной роста цен на это сырье в 2017 году. Вольфрам и тантал, необходимые для производства инструмента, также значительно подорожали в прошлом году».
Технология зажима инструмента также крайне важна для производителей электромобилей. При изготовлении деталей для электромобилей требуется исключительно точная механическая обработка. «Инновационные зажимы необходимы для того, чтобы обеспечить работу инструмента с уменьшенными контактными усилиями. Зажим не должен деформировать инструмент, но в то же время он должен оставаться надежно закрепленным», - объясняет Ханс-Йоахим Молка, заместитель председателя VDMA Precision Tools.
Электромобильность меняет производственные процессы
К 2030 году в мире ожидается около 20 миллионов единиц электропривододных автомобилей, большая часть которых будет аккумуляторной. Это приведет к изменению процессов производства агрегатов автомобилей. Согласно исследованию VDMA «Drive in Transition», прогнозируется, что производство аккумуляторного электропривода электромобилей будет стоить на 64 % дешевле по сравнению с гибридным.
Компания Paul Horn GmbH постоянно совершенствует свою продукцию, создавая новый высокотехнологичный инструмент, отвечающий потребностям современного производства. Важную роль в развитии компании играет сотрудничество с производителями металлообрабатывающих станков и другими компании отрасли. Так, в 2018 году было подписано соглашение о сотрудничестве с компанией W&F Werkzeugtechnik GmbH, производителем станочной оснастки и модульных державок.
Целью сотрудничества является комплексное решение задачи заказчиков обеих компаний - создание комплекта от шпинделя до режущей кромки инструмента. Основное внимание уделяется процессу оснащения токарных автоматов продольного точения быстросменными системами. «Это решение сокращает время переналадки станка и отвечает запросам наших заказчиков, заинтересованных в оптимизации процессов обработки деталей»,– сообщает управляющий директор компании Paul Horn GmbH Лотар Хорн. Такая обработка с внутренней подачей СОЖ непосредственно на режущую кромку приводит к повышению качества обрабатываемой поверхности, улучшает отведение стружки и увеличивает стойкость режущей кромки инструмента.
3. ЦИФРОВИЗАЦИЯ
Термины: digital twin, cloud и big data, находятся в центре внимания мирового производственного сообщества. Отрасль переживает цифровую революцию. А в металлообработке цифровизация сильно зависит от интеллектуальных инструментов, применяемых на станках.
Технология отслеживания цифровых измерений, которая позволяет пользователям контролировать процесс обработки и быстро реагировать, предотвращает износ и повреждение инструмента. Интеллектуальные инструменты и правильная сенсорная технология могут использоваться в будущем для реализации полностью автономного процесса, в котором, например, параметры резания адаптируются к процессу фрезерования в режиме реального времени.

Компания Kistler является лидером на международном рынке технологий динамических измерений и регистрации давления, усилия, крутящего момента и динамики. Группа компаний Kistler совместно с Paul Horn GmbH разработали уникальное в своём роде решение для контроля микротокарного инструмента в реальном времени. Инструментальная оснастка PTS с пьезоэлектрическим датчиком снабжена измерительным преобразователем усилия, который интегрирован в токарный инструмент и позволяет получать информацию о его состоянии в процессе механической обработки. Миниатюрный пьезоэлектрический датчик способен с высокой точностью регистрировать даже самые незначительные нагрузки на инструмент. Благодаря этому, оператор может моментально выявлять дефекты в обрабатываемом материале или поломку инструмента, что позволяет вовремя принять меры и предотвратить появление брака.
Новая система может использоваться при токарной обработке мелкоразмерных деталей. При решении таких задач практически невозможно применять альтернативные методы измерений, например, контролировать мощность привода вращения шпинделя, так как они не способны отслеживать незначительные изменения. При механической обработке мелкоразмерных деталей, даже измерение акустической эмиссии не даст удовлетворительных результатов. Визуальный контроль также исключается из-за применения смазочно-охлаждающей жидкости и высоких скоростей вращения, используемых при механической обработке. Новое решение отлично совмещается с типовыми токарными державками, предлагаемыми компанией Horn. Оно не требует внесения каких-либо изменений в систему управления и может использоваться с любым оборудованием. Замена датчика выполняется быстро и легко, а использование инструмента PTS приводит к снижению производственных затрат и увеличению производительности.
Инструментальная оснастка PTS с пьезоэлектрическим датчиком была представлена как новинка для демонстрации процесса контроля резания титана с использованием державки типа 224 во время проведения Технологических дней Horn.

Маркус Хорн, сын Лотара Хорна и управляющий директор компании Paul Horn GmbH с 2018 года, ранее работал в компании качестве руководителя службы IT. До того, как стать сотрудником компании Horn, он получил богатый профессиональный опыт, будучи консультантом по информационным технологиям и занимаясь международной дистрибуцией сложных программных продуктов, в том числе системы управления взаимоотношениями с клиентами (CRM) и межплатформенное программное обеспечение. Цифровые технологии являются одной из сфер его профессиональной компетенции.
«Одной из наших основных задач является создание цифровых технологических карт всего производственного процесса: от момента формирования заказа до сдачи готовой продукции заказчику. Для достижения этой цели мы реализуем проект за проектом, по фрагменту создавая полную картину современного цифрового производства», - рассказывает Маркус Хорн.
4. ПРОИЗВОДСТВО С ИСПОЛЬЗОВАНИЕМ АДДИТИВНЫХ ТЕХНОЛОГИЙ
Применение аддитивных технологий открывает новые возможности в производстве высокоточных инструментов: это и конструктивно новые виды инструмента, и расширение выбора материала для его изготовления. Однако применение аддитивных технологий не следует рассматривать как полную замену механической обработки, они являются лишь частью технологической цепочки производственного процесса. «Аддитивные технологии сегодня очень часто применяются на производстве, но в большинстве случаев механическая обработка все еще необходима», - говорит Лотар Хорн. - «Например для того, чтобы получить нужную форму и качество поверхности».

5. ОПТИМИЗАЦИЯ ПРОЦЕССА
Электромобильность, оцифровка и использование аддитивных технологий требуют внедрения, но существующие методики также постоянно развиваются. «Наши заказчики видят, что мы не просто стараемся применять новые технологии, но ищем оптимальные решения для их производственных задач», - говорит Лотар Хорн. «Мы интегрируем наши инновационные решения в современные процессы обработки, улучшая и совершенствуя качество работы. Мы дорабатываем, улучшаем существующие традиционные технологии, такие, как увеличение скорости резания при обработке канавок. С новым оптимизированным инструментом его стойкость увеличивается, а время обработки детали сокращается.

В качестве примера использования новых технологий и материалов компания Horn представляет систему инструмента с алмазными вставками, созданных с помощью процесса химического осаждения (CVD-D). Этот инструмент используется для обработки твёрдых сплавов и керамических материалов твёрдостью более 3000 единиц по Виккерсу. Запуская эту систему инструмента для сверления и фрезерования, компания Horn расширяет ассортимент своей продукции для механической обработки твёрдых сплавов. Обеспечивая возможность механической обработки с использованием стандартных фрезерных и токарных центров, этот инструмент позволяет отказаться от дорогостоящих и трудоёмких процессов шлифования и электроэрозии. Возможность избежать капиталовложений в новое дорогостоящее оборудование обеспечивает значительную экономию.
Благодаря высокой эффективности механической обработки твердосплавных материалов, инструментальная система DDHM, в первую очередь, предназначена для предприятий, занимающихся производством инструмента и изготовлением штампов. Кроме того, эта инструментальная оснастка может использоваться и в других отраслях, таких как медицинская и автомобилестроительная промышленность, авиационно-космический сектор и т.д. Использование инструмента с алмазным наконечником позволяет сократить общее время производственного цикла, получить высокое качество обработки поверхности, снизить совокупные расходы, а также добиться большей гибкости технологического процесса и увеличения стойкости инструмента.
Инструмент для сверления может использоваться для формирования отверстий в монолитных материалах на максимальную глубину, в десять раз превышающую диаметр инструмента. Инструмент для сверления с резцами из синтетических алмазов CVD-D имеет две режущих грани и выпускается в диапазоне диаметров от 2 мм (0,079") до 10 мм (0,394"). Все варианты исполнения предусматривают подачу смазочно-охлаждающей жидкости через внутренний канал. Компания Horn предлагает поставки со склада торцевых фрез с алмазными выставками для снятия фасок и конического зенкования диаметром 3 мм (0,118") и 6 мм (0,236"), и фасками с углами в 15, 30 и 45 градусов. Трёхмиллиметровая версия имеет пять кромок, а шестимиллиметровая - шесть.
Другим примером продукта, способствующего оптимизации производственных процессов, является новая улучшенная версия существующего продукта в виде системы N117 для долбления шпоночных пазов с внутренним каналом для подачи смазочно-охлаждающей жидкости. Новые державки обеспечивают циркуляцию СОЖ через гнездо под режущую пластину, а также по его грани для оптимального охлаждения в процессе долбления. Кроме того, геометрические характеристики инструмента были оптимизированы для использования в приводных блоках и револьверных станках. Направленное охлаждение снижает износ инструмента, увеличивает его стойкость и повышает качество обработки поверхности. Наличие внутреннего канала обеспечивает подачу смазочно-охлаждающей жидкости непосредственно в зону резания даже при большой глубине обработки. Помимо всего прочего, внутренний подвод СОЖ обеспечивает более эффективное удаление стружки, предотвращая её накопление.

Возможность долбления шпоночных пазов с использованием токарного станка с ЧПУ даёт несколько преимуществ. Механическая обработка может быть выполнена за один установ без необходимости менять положение заготовки. Этот процесс долбления позволяет получать пазы любой геометрии: от прямых зубьев, шпоночных пазов и вырезов по спирали до дуговых вырезов. Он является экономичной альтернативой традиционным методам долбления, так как может выполняться с использованием практически любого токарного станка с ЧПУ.
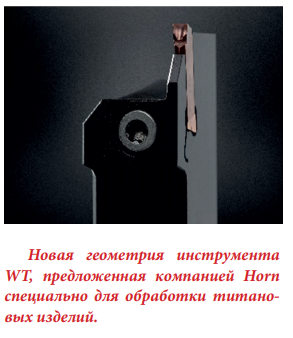
Во время проведения Технологических дней в Тюбингене компания Horn впервые продемонстрировала новую геометрию инструмента для резания титана. Используемые геометрические характеристики инструмента WT для обработки титановых изделий были определены на основе анализа большого количества имитационных моделей. Практическое значение такого инструмента было немедленно подтверждено применительно к отрезке костных винтов, сделанных из этого сложного в обработке материала. В дополнение к надёжному стружколоманию, предлагаемая геометрия резца обеспечивает плавность обработки. Это означает, что можно использовать более высокую скорость подачи, что ускоряет процесс механической обработки. Кроме того, испытания подтвердили, что стойкость инструмента увеличивается на 60%. Режущие пластины типа 224 с новой геометрией WT и покрытием IG35 выпускаются с шагом 2, 2,5 и 3 мм. Они предназначены для использования с державками типа H224.
6. ДЕФИЦИТ РАБОЧЕЙ СИЛЫ
Всплеск роста производственных предприятий в Германии в прошлом году создал дополнительную потребность в квалифицированной рабочей силе, но найти сотрудников сегодня становится все труднее. В результате, многим компаниям в отрасли производства металлорежущего инструмента приходится работать сверхурочно. Для решения этой проблемы требуются грамотные управленцы, способные правильно организовать рабочий процесс с уже имеющимся персоналом. «...Когда я вступил в должность управляющего директора компании Horn, у нас было около 200 сотрудников, - говорит Маттиас Роммель, третий управляющий директор компании Paul Horn GmbH - В мои обязанности входило руководство производственным, техническим и коммерческим отделами, мне приходилось контролировать все процессы. Со временем я понял, что нужно делегировать свои полномочия. В международной высокотехнологичной компании один человек не может занимать все ключевые должности. В задачи управляющего директора входит поиск людей на определенные производственные участки и наделение этих людей соответствующими полномочиями. Важно также прислушиваться к мнению и идеям коллег для того, чтобы потом признавать, что предложенные решения могут работать и приносить пользу компании.»
Новости

- «СКАТ» получил заключения аттестационной комиссии ПАО «Россети» на кабельную арматуру 110 кВ и 330-500 кВ
-
30 апреля 2026г.
Компания «СКАТ» получила два заключения аттестационной комиссии ПАО «Россети»: на высоковольтную кабельную арматуру 110 кВ и 330-500 кВ. Аттестация проведена по итогам комплекса типовых и ресурсных испытаний, а также проверки производства и системы качества.
- «Северсталь Сеть» и «Северсталь Стальные решения» завершили комплексную поставку в Республику Беларусь
-
18 февраля 2026г.
 18 февраля 2026 г., Республика Беларусь — «Северсталь Сеть» совместно с ГК «Северсталь Стальные Решения» завершила комплексную поставку металлоконструкций для расширения производственных площадей одного из крупнейших в Республике Беларусь предприятий по производству мяса птицы на промышленной основе.
18 февраля 2026 г., Республика Беларусь — «Северсталь Сеть» совместно с ГК «Северсталь Стальные Решения» завершила комплексную поставку металлоконструкций для расширения производственных площадей одного из крупнейших в Республике Беларусь предприятий по производству мяса птицы на промышленной основе.
- InRussia-2025: итоги крупнейшего промышленного форума года
-
15 октября 2025г.
С 9 по 10 октября в Минеральных Водах прошел Международный форум-выставка InRussia-2025 — одно из ключевых событий года в сфере промышленности и инноваций России. Мероприятие состоялось на площадке МинводыЭКСПО и объединило представителей федеральных и региональных органов власти, бизнеса, научного и образовательного сообществ.


Объявления 
-
17.04.2026г.Гайка врезная ГОСТ 16561-76Поставим врезную гайку с прямым рифлением ГОСТ 16561-76 номер 1 и номер 2 диаметрами М4 и М6. Гайка изготавливается из сортовой низколегированной и углеродистой стали обыкновенного качества марки Ст.3 или ...
-
17.04.2026г.Шплинт ГОСТ 397-79Изготавливаем стальной и нержавеющий шплинт ГОСТ 397-79. Диаметры от 0,6 мм до 20 мм. Шплинт представляет собой изогнутую пополам проволоку полукруглого сечения и применяется для предотвращения отвинчивания резьбовых соединений ...
-
12.04.2026г.800600-1 клапан зарядный800600-1 клапан зарядный в наличии Рабочее давление - 22 МПа Рабочая среда - воздух, азот, масло АМГ-10. Масса - 0,07 кг Купить клапан зарядник 800600-1 в Москве. ...
© Журнал "Промышленные регионы России", 2012
Web-canape — создание и продвижение сайтов
Главная | Карта сайта | Обратная связь
197342, г. Санкт-Петербург, Ул. Лисичанская, д. 6, лит.А, пом 612 Тел.: +7 (812) 951 7063
e-mail: info@promreg.ru