![]()

- Главная
- Статьи
Статьи
ADEM-VX – новая функциональность модуля CAM.
19 октября 2009 г.
Автор: Андрей Аввакумов
Для того чтобы воспользоваться учетом заготовки при расчете траектории движения инструмента, пользователю необходимо помимо объемной модели детали так же построить модель заготовки, либо ее часть, которой будут ограничиваться перемещения на рабочей подаче и включить контроль этих поверхностей (см. рисунок 1).
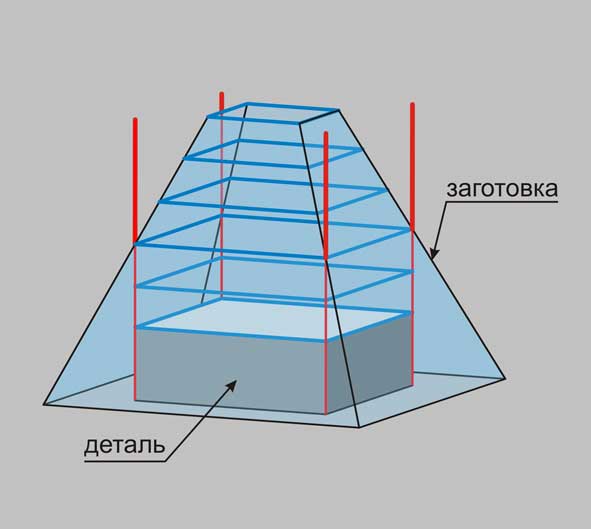 При этом система сама сопоставит взаимное расположение детали и заготовки, параметры обработки (диаметр инструмента, глубину прохода и т.п.) и построит траекторию движения инструмента таким образом, чтобы минимизировать перемещения инструмента на рабочей подаче вне тела заготовки.
При этом система сама сопоставит взаимное расположение детали и заготовки, параметры обработки (диаметр инструмента, глубину прохода и т.п.) и построит траекторию движения инструмента таким образом, чтобы минимизировать перемещения инструмента на рабочей подаче вне тела заготовки.Таким образом, во многих случаях отпадает надобность строить дополнительные контура для определения места обработки, что порой бывает весьма трудоемким процессом, особенно с учетом сложных конфигураций обрабатываемых контуров.
Для конструктивных элементов, используемых в многокоординатной обработке, места обработки которых так же определяются разомкнутыми контурами, появилась возможность задания схемы обработки «Петля контурная II от центра». Фактически
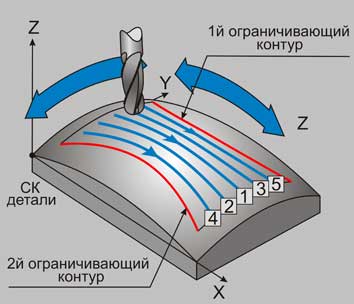 этот тип обработки представляет собой первый проход посередине между контурами (так называемая «разгрузка»), и затем поочередная обработка в направлении каждого из контуров, с построением эквидистанты к нему (рис. 2). Такая схема обработки обещает стать весьма востребованной пользователями в силу того, что она может использоваться на переходах не только плоского, но и многокоординатного фрезерования. Но о новых схемах в многокоординатной обработке чуть позже.
этот тип обработки представляет собой первый проход посередине между контурами (так называемая «разгрузка»), и затем поочередная обработка в направлении каждого из контуров, с построением эквидистанты к нему (рис. 2). Такая схема обработки обещает стать весьма востребованной пользователями в силу того, что она может использоваться на переходах не только плоского, но и многокоординатного фрезерования. Но о новых схемах в многокоординатной обработке чуть позже.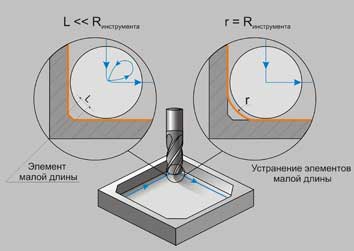 участках контура малой длины может вырождаться и в траектории движения инструмента появляются непонятные оператору «петли». В системе ADEM версии 8.3 реализован механизм замещения линейных перемещений вдоль элементов контура малой длины перемещениями по радиусу, равному радиусу инструмента, что позволяет избежать нежелательных изломов траектории, подобных изображенным на рисунке 3.
участках контура малой длины может вырождаться и в траектории движения инструмента появляются непонятные оператору «петли». В системе ADEM версии 8.3 реализован механизм замещения линейных перемещений вдоль элементов контура малой длины перемещениями по радиусу, равному радиусу инструмента, что позволяет избежать нежелательных изломов траектории, подобных изображенным на рисунке 3. Технологи машиностроительных предприятий, имеющих в своем арсенале современную надежную САМ систему, могут позволить себе без особых усилий создавать управляющие программы для многокоординатного оборудования, в том числе и для черновой обработки. И здесь модуль ADEM CAM версии 8.3 сделал еще один шаг навстречу технологам - теперь технолог может задавать многопроходную о
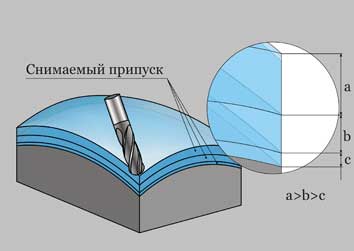 бработку поверхностей по Z не только для 2,5х и 3-х координатного фрезерования. Помимо этой возможности реализована многопроходная обработка с уменьшением припуска для переходов 4-х и 5-ти координатного фрезерования (рис.4).
бработку поверхностей по Z не только для 2,5х и 3-х координатного фрезерования. Помимо этой возможности реализована многопроходная обработка с уменьшением припуска для переходов 4-х и 5-ти координатного фрезерования (рис.4).Надеемся, что в следующих номерах мы расскажем об остальных нововведениях в ADEM версии 8.3 во всех модулях системы.
Новости

- СЕЛИГДАР ВПЕРВЫЕ ЗАПУСКАЕТ ЦИФРОВЫЕ ФИНАНСОВЫЕ АКТИВЫ НА ПЛАТФОРМЕ А-ТОКЕН
-
01 июля 2025г.
Полиметаллический холдинг «Селигдар» объявляет о выпуске цифровых финансовых активов (ЦФА) на базе информационной системы, оператором которой выступает АО «Альфа-Банк». Размещение цифровых активов проходит в период с 26 по 30 июня 2025 года. Общий объём выпуска может составить до 1,5 миллиарда рублей, при этом стоимость одного ЦФА 1 000 рублей.
- СЕЛИГДАР ВПЕРВЫЕ ЗАПУСКАЕТ ЦИФРОВЫЕ ФИНАНСОВЫЕ АКТИВЫ НА ПЛАТФОРМЕ А-ТОКЕН
-
01 июля 2025г.
Полиметаллический холдинг «Селигдар» объявляет о выпуске цифровых финансовых активов (ЦФА) на базе информационной системы, оператором которой выступает АО «Альфа-Банк». Размещение цифровых активов проходит в период с 26 по 30 июня 2025 года. Общий объём выпуска может составить до 1,5 миллиарда рублей, при этом стоимость одного ЦФА 1 000 рублей.
- Модульное оборудование брендов «Систэм Электрик» первым в РФ прошло проверку по стандартам ассоциации «Честная позиция»
-
01 июля 2025г.
Российская компания «Систэм Электрик», производитель комплексных решений в области распределения электроэнергии и автоматизации, сообщает, что модульное оборудование брендов Systeme Electric и Dekraft первым в России успешно прошло проверку по стандартам Единой системы входного контроля (ЕСВК) ассоциации «Честная позиция».


Объявления 
-
19.05.2025г.куплю данфосс дорого срочно и много другоеМы покупаем дорого Danfoss 8961-144-78-85 Любую продукцию . -Насосы -Гидранты -Задвижки hawle -шаровые краны -отводи -фланцы т -рубы -шланги -клапана - привод AUMA -вентиля -все трубопроводную и запорную арматуру.сантехнику. приобретаем -Работаем с предприятиями разных форм собственности, а также счастными лицами Работаем по без выходных по ...
-
17.05.2025г.Постоянно покупаю кабельно-проводниковую продукцию1 Кабели управления КУПВ, КУПР, КУПЭВ, КУПЭР, КРШС, КРШУ, КГВВ, КГВЭВ, КУГВЭВ, и др всех типов и сеч (перематывать не надо!) 2 Кабели судовые КМПВ, КМПЭВ, КМПВЭВ, КПМВЭ, НРШМ, КНР, ...
-
14.05.2025г.куплю данфосс дорого срочно и много другоеМы покупаем дорого Danfoss 8961-144-78-85 Любую продукцию . -Насосы -Гидранты -Задвижки hawle -шаровые краны -отводи -фланцы т -рубы -шланги -клапана - привод AUMA -вентиля -все трубопроводную и запорную арматуру.сантехнику. приобретаем -Работаем с предприятиями разных форм собственности, а также счастными лицами Работаем по без выходных по ...

© Журнал "Промышленные регионы России", 2012
Web-canape — создание и продвижение сайтов
Главная | Карта сайта | Обратная связь
197342, г. Санкт-Петербург, Ул. Лисичанская, д. 6, лит.А, пом 612 Тел.: +7 (812) 951 7063
e-mail: info@promreg.ru