![]()

- Главная
- Статьи
Статьи
Спиральные и винтовые схемы обработки в ADEM
22 декабря 2019 г.
Для каждого рода решаемых технологом задач можно найти соответствующую САПР, которая позволит избавить его от рутинной работы, а так же снять с него задачи сложных вычислений.
Чаще всего под каждую из задач, решаемых на предприятии, подбирается специализированное программное обеспечение. Однако, связать все подразделения предприятия в единую систему конструкторско-технологической подготовки производства – задача не из простых. Работа в "Едином Информационном Пространстве" подразумевает тесные совместные действия нескольких систем автоматизации с непременным обменом данными. Интегрированная система ADEM версии 9.05 является на сегодняшний день единственным отечественным программным продуктом, представляющим из себя целый комплекс средств автоматизации подготовки производства, объединённых в рамках одной САПР. Подробное описание всего спектра задач решаемых CAD/ CAM/CAPP/PDM системой ADEM можно найти на официальном сайте Группы Компаний ADEM - www.adem.ru. В нашей статье остановимся более подробно на одном из важнейших этапов работы САПР ADEM - проектирование обработки на оборудовании с ЧПУ, а именно рассмотрим средства повышения производительности оборудования.
От вида формируемой траектории движения инструмента в конечном итоге зависит не только качество получаемой поверхности, но и общее машинное время, затрачиваемое на изготовление детали. Наиболее простые виды траекторий, такие как Зигзаг и Петля, которые применялись изначально для фрезерования простых плоских поверхностей, находят применение и сегодня. Однако, современные CAM-системы позволяют строить гораздо более сложные траектории движения инструмента, которые в свою очередь дают целый ряд преимуществ - позволяют получить требуемое качество обрабатываемой поверхности при меньшем количестве рабочих перемещений, снизить ударные и знакопеременные нагрузки на инструмент (тем самым повысить стойкость инструмента) и как следствие достичь большей производительности оборудования без существенного увеличения затрат на оборудование и оснастку.
В модуле ADEM CAM технологу-программисту предоставляется на выбор более полутора десятков различных схем обработки в зависимости от конфигурации обрабатываемой области. Выбор схемы обработки при этом производится технологом, в том числе и исходя из его опыта работы. Так, к примеру, простое прямоугольное углубление на корпусной детали может быть обработано несколькими принципиально различными методиками:
1 вариант - предварительное засверливание по центру обрабатываемой области, затем расфрезеровка отверстия фрезой малого диаметра и только потом уже обработка всей области с опусканием инструмента в предварительно подготовленное отверстие.
2 вариант - отказ от предварительного засверливания и использование врезания под углом на глубину прохода, затем послойная обработка всей области, до достижения требуемой глубины обработки по оси Z.
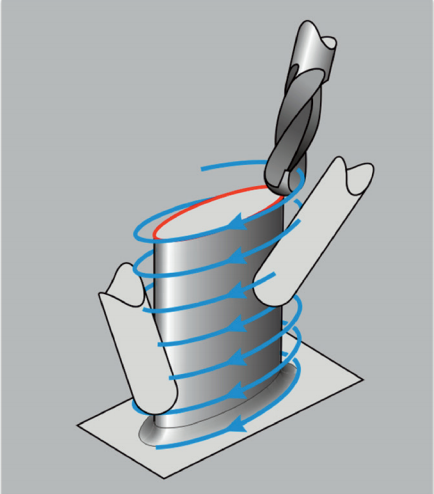
3 вариант - спиральное врезание по центру обрабатываемой области на глубину, равную длине режущей части инструмента (либо глубину обработки указанной области) и дальнейшая расфрезеровка обрабатываемой области в поперечном направлении сразу на всю глубину по Z.
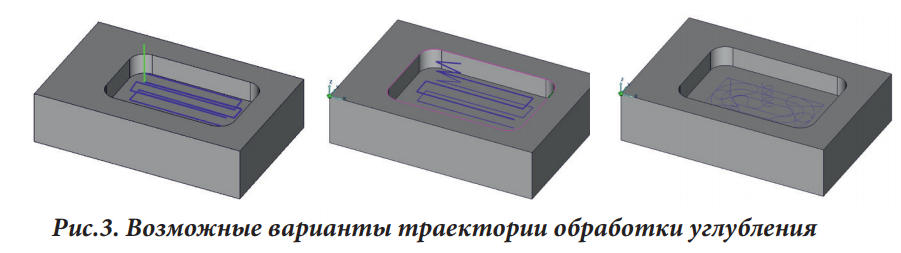
Все перечисленные способы могут быть одинаково применимы в одной и той же ситуации и дадут один и тот же конечный результат, однако при этом время, затрачиваемое на обработку, может различаться весьма существенно. А если прибавить сюда ещё и сокращение количества используемого режущего инструмента, то преимущества новых методов обработки становятся ещё более очевидными.
В течение нескольких последних лет, ГК ADEM уделяла особое внимание разработке и внедрению в функционал САМ-системы новых видов формируемых траекторий и параметров обработки. Так, ещё пять лет назад, в сотрудничестве со специалистами по высокоэффективной обработке на оборудовании с ЧПУ в авиационной отрасли, нашими силами был разработан и апробирован механизм корректировки подач по толщине снимаемой стружки. Сегодня он внедрён, успешно работает и доказывает свою эффективность в САМ-модуле системы ADEM актуальной на сегодняшний день версии 9.05. Спиральные схемы обработки, среди которых есть возможность выбора способа построения спирали с прямым или обратным направлением, а также построения спирали по двум контурам, позволяют наиболее эффективно, в сравнении с другими видами формируемых траекторий, осуществлять выборку большого количества материала. Наряду с Трохоидальными траекториями, применяемыми при чистовой обработке и предназначенных для снятия небольшого количества материала со значительными величинами подач, спиральные траектории позволяют добиться максимального сокращения времени обработки деталей.
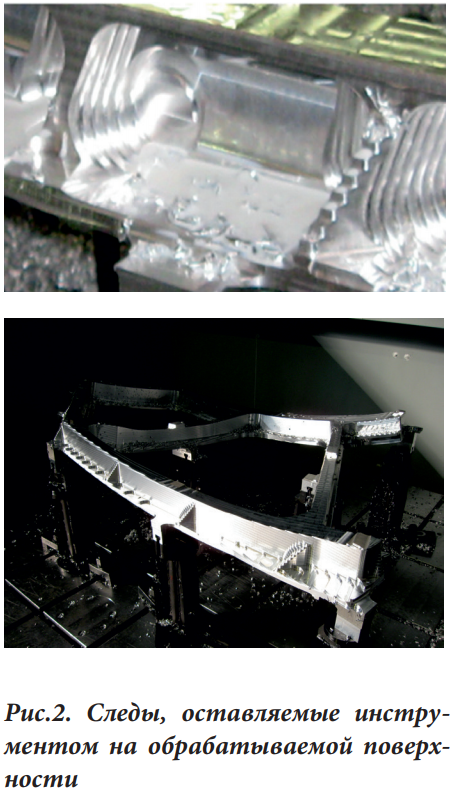
Следует отметить, что речь идёт об обработке не только деталей простой конфигурации с использованием переходов фрезерования по 2 или 3 координатам, но так же и о многоосевой обработке. Функционал модуля ADEM CAM позволяет строить спиральные траектории обработки и на сплайновых поверхностях. В зависимости от конфигурации обрабатываемой области спиральная траектория движения инструмента может быть либо спроецирована, либо накатана на обрабатываемую поверхность. Также обработка может быть выполнена за один или за несколько проходов по глубине. В некоторых случаях, на этапе предварительной (черновой) обработки имеет смысл и вовсе заменить традиционное фрезерование более производительным плунжерным, в том числе и 5-координатным. Этот вид фрезерования (называемый также "погружным" или "фрезерование сверлением") позволяет выбрать значительное количество материала за наименьшее время, за счёт изменения направления основного движения режущего инструмента с радиального на осевое. После чего остаётся выполнить уже только подчистку следов инструмента на обрабатываемых поверхностях, со сравнительно небольшим съёмом материала.
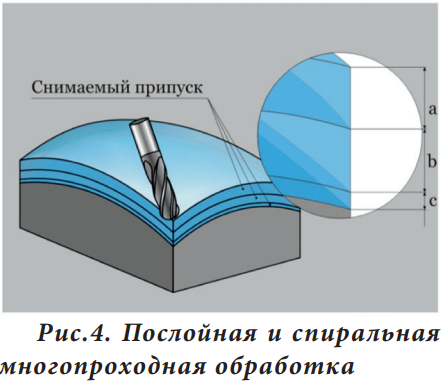
В случаях, когда метод плунжерного фрезерования не может быть применим (например, отсутствие нужного инструмента или специфика обрабатываемого материала), может быть применимо многопроходное 5-координатное фрезерование. Смежные проходы по глубине при этом могут быть смещены друг относительно друга либо эквидистантно поверхности, либо вдоль оси инструмента.
Когда речь идёт о многопроходной обработке по оси z, в связи с большим количеством снимаемого материала, то нельзя не упомянуть об одной из новейших разработок в CAD/CAM/ CAPP/PDM системе ADEM - обработке фрезерованием по схеме "i-maсhining". Это схема, предназначенная для выборки большого количества материала как в поперечном, так и в осевом направлении за один проход по глубине. При активировании функции фрезерования "i-maсhining" система ADEM в рамках одного технологического перехода обработки строит траекторию движения инструмента в следующей последовательности: спиральное врезание по центру обрабатываемой области, эквидистантно к контуру места обработки; после того, как инструмент достигает дна конструктивного элемента (требуемой глубины обработки) строится траектория обработки заданной области в поперечном направлении в виде трохоиды. Такая схема обработки позволяет достичь наибольшого съёма материала за один проход по глубине за счёт того, что в обработке участвует вся длина режущей части инструмента. Естественно - способ обработки "i-maсhining" подразумевает использование инструмента длиной режущей части большей или равной глубине обрабатываемой области. Это, как правило, монолитные фрезы или наборные с несколькими рядами режущих пластин. Если в распоряжении предприятия имеются только наборные фрезы с одним рядом пластин, то глубина обработки по оси Z будет ограничена формой и расположением режущей пластины.
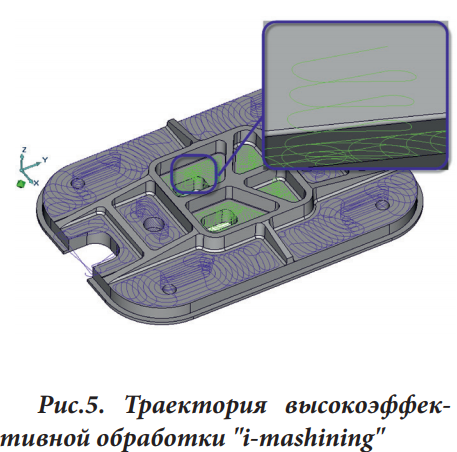
Как показывают примеры, проанализированные специалистами ГК ADEM, метод фрезерования "i-maсhining" позволяет достичь боле чем 3-кратного сокращения машинного времени при обработке одних и тех же элементов корпусных деталей, в сравнении с традиционной многопроходной обработкой по оси z. При этом сам процесс программирования обработки нисколько не усложняется, а даже напротив, несколько упрощается, за счёт переложения на САМ-систему более сложных задач по расчёту траектории. При использовании этого высокоэффективного метода обработки рассчитываемая системой ADEM траектория движения инструмента исключает участки резкого изменения направления движения инструмента. Назначаемые пользователем величины оптимального и минимального радиусов скругления траектории, позволяют избежать проявления на станке неприятных инерционных явлений, исключить влияние которых полностью нельзя, даже на современном оборудовании, средствами ЧПУ ограничивающем максимальные скорости перемещений на коротких участках траектории. Рассчитываемая в системе ADEM трохоидальная траектория полностью исключает формирование траектории с резкими переломами и поворотами под острыми углами.
Вкупе с применением уникального механизма оптимизации подачи, когда значение величины рабочей подачи рассчитывается системой ADEM отдельно для каждого перемещения, исходя из условий обеспечения постоянства толщины снимаемой стружки, средства повышения скорости и эффективности обработки дают ощутимые преимущества, в сравнении с другими САМ-системами аналогичного уровня.
Новости

- В PT ICS добавлен пакет экспертизы по выявлению кибератак на АСУ ТП на базе «Альфа платформы»
-
18 июня 2024г.
Новый пакет экспертизы содержит правила для выявления внутренних нарушений и атак на компоненты систем промышленной автоматизации, разработанных на базе ПО «Альфа платформа» компании «Атомик Софт». Это ПО используется в энергетике, транспортной промышленности, производстве удобрений, нефтегазовой отрасли и других сферах. Правила разработаны для системы MaxPatrol SIEM, которая входит в состав решения для защиты промышленности от киберугроз PT Industrial Cybersecurity Suite (PT ICS).
- Экспертная комиссия подтвердила готовность энергоблока БН-600 Белоярской АЭС к проведению планового ремонта
-
10 июня 2024г.

Поддержание высокого уровня эксплуатационной безопасности систем и оборудования АЭС - важнейшая составляющая деятельности Концерна «Росэнергоатом».

- МегаФон и «Газпром межрегионгаз» обсудили цифровизацию контроля за поставками газа
-
06 июня 2024г.
МегаФон предложит технические решения по передаче данных на общефедеральном уровне для нужд «Газпром межрегионгаз» — крупнейшего поставщика природного газа для потребителей всех категорий. Проект направлен на реализацию федеральной программы цифровизации поставок газа, внедрение систем телеметрии и «умных счетчиков» на территории страны.



Объявления 
-
28.04.2024г.Покупаю кабельно-проводниковую продукцию с храненияПокупаю кабельно-проводниковую продукцию с хранения и новую: целые барабаны, бухты, неликвиды, остатки на барабанах, невостребованный, ТМЦ. Крупный опт. Оплата: наличный и б/н расчет. Наш вывоз из любого региона России ...
-
21.04.2024г.Покупаю кабельно-проводниковую продукцию с храненияПокупаю кабельно-проводниковую продукцию с хранения и новую: целые барабаны, бухты, неликвиды, остатки на барабанах, невостребованный, ТМЦ. Крупный опт. Оплата: наличный и б/н расчет. Наш вывоз из любого региона России ...
-
18.04.2024г.Производство оборудования для кабеля, провода, проволоки
"Северо-Западное Машиностроительное Предприятие" ООО
Производство оборудования для кабеля, провода, проволоки, упаковочного и полиграфического, изготовление сушильных камер ...
© Журнал "Промышленные регионы России", 2012
Web-canape — создание и продвижение сайтов
Главная | Карта сайта | Обратная связь
197342, г. Санкт-Петербург, Ул. Лисичанская, д. 6, лит.А, пом 612 Тел.: +7 (812) 951 7063
e-mail: info@promreg.ru